






Perçage ak Tapping machin konpoze

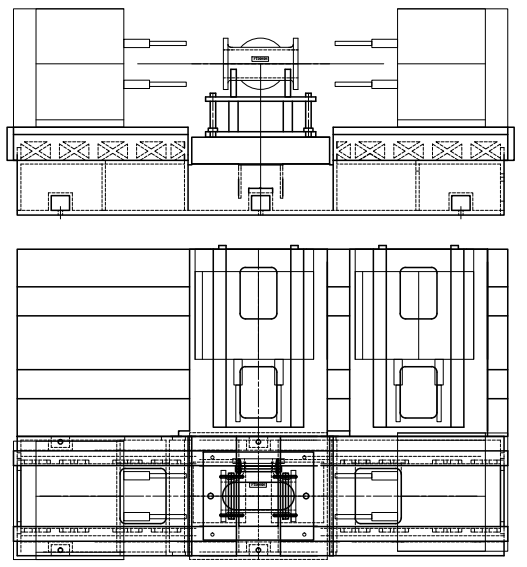
Zouti machin sa a se yon orizontal CNC twa-bò perçage ak frapan zouti machin entegre. Tèt gòch ak dwa yo konpoze de tab idwolik mobil glisman ak bwat Kovèti pou; se sifas twazyèm lan konpoze de CNC mobil glisman tab ak bwat Kovèti pou (divize an de gwoup: perçage ak tapping). Se mitan an ki konpoze de workbench, aparèy idwolik ak lòt pati, epi li ekipe ak kabinè elektrik endepandan, estasyon idwolik ak aparèy lubrifikasyon santralize. Se pyès travay la manyèlman leve ak idwolik sere. Gade schematic mekanis lan pou plis detay.
Pwosesis estanda pwosesis materyo:
①Outil machin lan se yon pwosesis pwezante, yon sèl pyès nan yon moman, ki mande pou yon sifas referans pou itilize kòm referans pwezante enstalasyon nan pwosesis anvan an.
② Pwosesis estanda a se: netwaye materyo a-mete materyo-a yo dwe trete nan zouti-idwolik kranpon materyo-a, twa seri glisad travay yo ka vit voye ak atake, ak twa seri yo ka senkronize oswa trete nan etap, ak twa kouche yo nan glisad yo vit Retrè nan pozisyon orijinal la-bouch la presegondè tapping glise deplase nan pozisyon an, epi li se tapping la trete. Apre pwosesis la, glise tapping la retounen nan pozisyon orijinal-idwolik lage-manyèl chaje ak dechaje-antre pwochen sik la.
Zouti a adopte pozisyon sèk ekstèn nan vid kò valv la, ak silenn idwolik la sou pati siperyè pyès la peze pyès la.
Aplikasyon
Machin sa a se sitou itilize nan pwosesis valv, kò ponp, pati oto, pati machin konstriksyon elatriye.Li ka travay pou anpil pwosedi, pou egzanp, twou figi fen, orifis medyàn, twou-twou ak esfè.Li te travay ak Huadian PLC Kontwolè, Li ka reyalize automatisation, gwo presizyon, divès varyete ak pwodiksyon an mas.
Karakteristik prensipal yo
(1) Machin sa a te travay ak Huadian PLC Controller, li ka travay pou anpil pwosedi, pou egzanp, twou figi fen, orifis medyàn, twou-twou ak esfè. Li nan CNC Controller gen bon konpatibilite, fonksyon pwisan ak operasyon fasil.
(2) Gid tab Feed Sliding la sèvi ak bon jan kalite gri kas fè, depresyon ki graj, tanperaman ak tretman aje pa twa fwa. Konplètman elimine estrès rezidyèl entèn la, Sifas la nan fason gid la adopte super odyo trempe ak dite a se jiska HRC55. Atravè segondè presizyon gid fason fanm k'ap pile pwosesis, asire presizyon, frigidité, estabilite.
(3) Pati transmisyon an adopte vis boul presizyon ak entèpolasyon pou elimine espas sa a, pou asire machin nan kondwi fiks.
(4) Tèt pouvwa a ekipe ak chanjman vitès manyèl twa etap ak motè pwisan, reyalize vitès ki ba men gwo koupl, ka kenbe tèt ak gwo chaj koupe, amelyore efikasite pwosesis.
(5) Ekipman k ap travay la adopte idwolik presyon-otomatik blocage, pou amelyore efikasite ak diminye entansite travay.
(6) Machin nan adopte lubrasyon santralize, asire ke wilaj la konplè nan chak pati k ap deplase Lè sa a, amelyore lavi sa a ki sèvis nan zouti machin.
Estrikti prensipal la
Machin nou an sitou konpoze de kò, tèt pouvwa, CNC manje glisman tab, ekipman k ap travay, ak ekipe ak yon kabinè elektrik endepandan, yon estasyon idwolik, yon aparèy lubrifyan santralize, yon refwadisman otomatik chip retire aparèy, ak yon aparèy pwoteksyon segondè.
(1) Kò
Kò a adopte kò depoze entegre ak bon jan kalite segondè, depresyon manyèl tanperaman ak tretman aje pa twa fwa. Sifas la nan fason gid la trete pa super odyo trempe, estrikti a se rezonab, asire frigidité, presizyon ak estabilite nan machin nan.
(2) Tèt pouvwa a
Kò a nan tèt pouvwa se adopte Distribisyon ekselan, koton itilize materyèl 20GrMnTAi, ak forge, tanperaman, karburize ak trempe, segondè presizyon fanm k'ap pile soti ak pous. Kote yo pote adopte seri NN30 segondè presizyon doub ranje silendrik woulo bi asire frigidité ak presizyon nan. filet la.
(3) Aparèy la
Aparèy la se espesyal ki fèt pou pyès travay. Blòk la pwezante ak peny pwezante yo etenn, asire pozisyon an serye nan materyo. Idwolik sere materyo a, amelyore efikasite pwosesis, diminye entansite travay.

Ekipman presyon idwolik
Estasyon idwolik la adopte valv Sipèpozisyon endepandan, ki konpoze de yon tiyo elektwomayetik kalite siperyè, yon tiyo reglemante presyon, yon valv gaz ak yon ponp vane doub. Ak ekipe ak aparèy refwadisman lè asire ke estasyon idwolik la gen tanperati nòmal lwil oliv lè li travay.

Kabinè elektrik
Kabinè elektrik la endepandan epi fèmen.Enstale ak kontwolè CNC, varyateur ak konpozan elektrik. Epitou mete aparèy refwadisman lè pou asire ke konpozan elektrik machin nan travay byen, pa gen pousyè.

- Paramèt prensipal:
Max.drilling dyamèt (mm)
6-12
Tablo k ap travay (mm)
360 × 400
Vwayaj goch/dwa (mm)
480
Vwayaj vètikal (mm)
220
Perçage vitès file koton
580
Vwayaj (mm)
230
Twou koni nan axe (NA)
7:24
Pouvwa motè (KW)
2.2
Tape vitès file (mm/min)
256
Vwayaj orizontal (mm)
300
Twou koni nan axe(NA)
7:24
Max.tapping(mm)
8-M14
Estasyon idwolik motè (KW)
1.5





